



















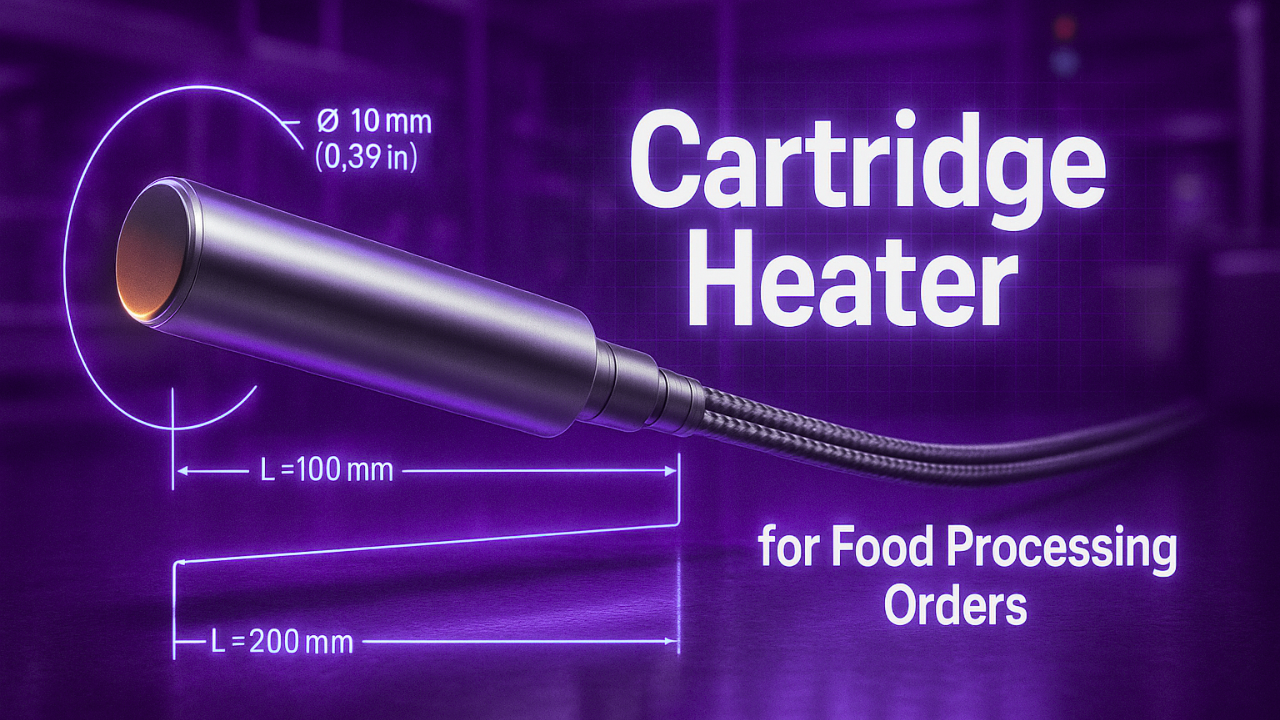
Cartridge heaters are essential heat sources in sealing bars, manifolds, dies, and forming tools across modern food plants. A Cartridge Heater for Food Processing must deliver uniform heat while surviving continuous thermal cycling, washdowns, and mechanical shock. Any dimensional mismatch between heater and bore, or between heated length and the product contact zone, quickly turns into temperature gradients, seal defects, and unplanned downtime.
Food-grade lines operate under strict hygiene and throughput requirements. Equipment faces frequent cleaning, caustic chemicals, steam, and high-pressure water jets, while processes demand tight temperature control and repeatability. When a poorly specified Cartridge Heater for Food Processing fails or underperforms, it can compromise seal integrity, cause burn-on or undercooking, and force emergency stoppages.
Many failures in thermal processing plants can be traced to errors in dimensional specification rather than basic product defects. Selecting and controlling the critical dimensions of every Cartridge Heater for Food Processing order reduces installation issues, simplifies commissioning, and extends service life. This article explains the key dimensional parameters that must be defined and shows how Frigate’s engineered heater solutions support accurate specification, repeatable fit, and long-term performance in demanding hygienic environments.

What to Consider While Specifying Dimensions for Cartridge Heater for Food Processing Orders?
Defining dimensions for a Cartridge Heater for Food Processing is a multidimensional task involving mechanical fit, thermal behavior, electrical safety, and hygienic design. Each parameter affects process stability, product quality, and maintenance efficiency, and even a small deviation in length or diameter can create hotspots, dead zones, or premature failures on high-throughput lines.
Bore Size, Heater Diameter, and Fit Tolerance
The relationship between the heater sheath diameter and the bore it occupies is one of the most critical parameters. A Cartridge Heater for Food Processing must be installed with the correct interference or clearance fit to ensure effective heat transfer and stable positioning under thermal expansion. Too much clearance lowers contact pressure, introduces air gaps, and reduces heat transfer into the tooling, requiring higher setpoints to reach the same process temperature, while excessive interference increases insertion force and risks damage to the heater sheath or the bore.
To maintain consistent fit across machines and spares, engineers typically define –
- Nominal bore size and tolerance band for each mounting hole
- Nominal heater diameter, including sheath and any coating
- Target fit class to support efficient heat transfer and serviceability
- Expected thermal expansion based on maximum operating temperature and material
Heated Length and Overall Length
Heated length and overall length are often confused during specification, yet they define very different aspects of heater performance. The overall length of a Cartridge Heater for Food Processing determines how far the assembly projects from the mounting face and how much space is required for routing terminations or right-angle leads. The heated length controls where energy is delivered inside the tool, especially relative to product contact surfaces and seal zones in jaws, plugs, and knives.
An oversized heated section can warm clamping hardware or brackets, while an undersized heated section concentrates power in a shorter region and drives up local watt density. Each Cartridge Heater for Food Processing should therefore be ordered with a clearly specified heated length, including the distance from the cold end to the transition between heated and unheated zones, so that heat is focused where it adds value rather than where it causes distortion or damage.
Lead Length, Exit Style, and Routing Envelope
Lead wires and terminations are integral parts of the dimensional definition. A Cartridge Heater for Food Processing may have straight, right-angle, or axial lead exits, each with specific clearance, bend, and routing requirements. Incorrect lead length or orientation forces technicians to bend wires sharply, place splices inside washdown zones, or strain connections during maintenance, all of which shorten service life.
Effective specification of lead geometry often includes –
- Exit style relative to the heater’s main axis and mounting face
- Lead length from the heater end to the first junction or connector
- Minimum bend radius to avoid insulation damage or conductor fatigue
- Routing direction with respect to frames, guards, and cable trays
In lines with frequent cart removal or tooling changes, each Cartridge Heater for Food Processing should be dimensioned so that terminations remain outside direct spray paths while still being accessible for inspection, testing, and replacement.
No-Heat Zones, Cold Sections, and Sealing Interfaces
Cold sections, or no-heat zones, are unheated regions at one or both ends of the heater. These sections protect seals, gaskets, and transitions from excessive temperature. Misplaced or undersized cold sections in a Cartridge Heater for Food Processing can overheat mounting plates, deform plastic components, or damage terminal blocks near the exit, especially in compact sealing heads and hot knife assemblies.
For sealing bars and end-of-line cutters, the cold portion near the lead end prevents heat from being conducted back into control cabinets or wiring raceways. On the product side, carefully dimensioned cold sections help confine heat to the intended contact area, preserving tooling stability and preventing burn marks on film or product. Designers should explicitly define the length of cold sections, the distance from cold zones to seals or bushings, and the position of any temperature sensors relative to heated and unheated regions on each Cartridge Heater for Food Processing.
Watt Density, Sheath Diameter, and Heat Distribution
Watt density is an electrical and thermal parameter closely tied to dimensional choices. A Cartridge Heater for Food Processing with a small sheath diameter and high wattage will exhibit much higher watt density than a larger-diameter unit at the same power, raising sheath temperature and the risk of burn-on or product scorching. Conversely, oversizing diameter without rebalancing wattage can slow response and reduce control precision.
In many food applications, watt density must be limited to protect delicate packaging films, laminates, or viscous media from local overheating. Choosing a larger diameter or longer heated length for the same wattage reduces watt density and distributes heat more evenly. When specifying dimensions, engineers should align sheath diameter and heated length with the allowable watt density for the application so that every Cartridge Heater for Food Processing remains within safe operating limits and supports stable, predictable temperature control.
Mounting Depth, Protrusion, and Clearance to Adjacent Components
The insertion depth of the heater within the tooling determines not only heat distribution but also clearance to frames, guards, and nearby equipment. A Cartridge Heater for Food Processing that protrudes too far beyond the mounting surface may interfere with covers, brackets, or guarding panels, while a heater that stops short of the intended depth fails to deliver heat to the functional zone and can create cold spots.
Dimensional specifications should therefore consider the nominal insertion depth from a defined reference surface, acceptable protrusion beyond the tool, and minimum clearance to moving parts, product zones, and operator access areas. Allowance for thermal expansion in tight machine envelopes is especially important wherever multiple Cartridge Heater for Food Processing units sit close to each other or to temperature-sensitive components such as sensors, belts, and film paths.

How Do Frigate Cartridge Heater for Food Processing Solutions Ensure Dimensional Accuracy and Process Reliability?
High-throughput food manufacturers require heaters that install correctly the first time, deliver uniform temperatures, and withstand repeated cleaning cycles without dimensional drift or seal damage. Frigate’s Cartridge Heater for Food Processing solutions are engineered to control critical dimensions, tolerances, and interfaces so that each unit fits the intended tooling and supports stable, hygienic operation. Every aspect of the design, from sheath diameter to lead exit position, is defined and verified to ensure compatibility with automated packaging lines, forming stations, and cooking systems.
Precision-Controlled Fit and Bore Matching
Frigate engineers carefully coordinate heater diameter tolerances with the specified bore size for each application. Each Cartridge Heater for Food Processing is manufactured with tightly controlled sheath dimensions and inspected using calibrated gauges so the intended interference or clearance fit is achieved without excessive insertion force or risk of bore damage in aluminum or stainless steel tooling.
By stabilizing the mechanical interface between heater and tooling, Frigate improves heat transfer efficiency and reduces variability in start-up times. Reliable fit also simplifies maintenance, allowing technicians to remove and replace a Cartridge Heater for Food Processing without damaging molds, sealing bars, or filler blocks and without reworking bores during shutdowns.
Optimized Heated Length and No-Heat Zone Layout
Frigate designs align heated length with the functional zone of the tooling, ensuring uniform temperature where the product or package is processed. For each Cartridge Heater for Food Processing, the heated section, cold ends, and internal coil layout are modeled to create predictable heat distribution along the part and to minimize extreme watt density regions that could damage materials or shorten heater life.
Designers can specify –
- Heated length relative to an external reference face
- Cold section lengths at both lead and non-lead ends
- Location of the highest watt density region within the tool
This level of control allows Frigate to tailor each Cartridge Heater for Food Processing to the exact geometry of jaws, knives, dies, or manifolds, minimizing cold corners and preventing overheating at seals or threaded interfaces.
Engineered Lead Systems for Washdown and Accessibility
Frigate provides a broad range of lead exit styles, transition seals, and cable constructions optimized for washdown and routing constraints. Each Cartridge Heater for Food Processing can be ordered with straight, right-angle, or axial exits, with lead length dimensioned to keep connections out of spray zones while remaining accessible for service and electrical testing during planned stops.
Design options include –
- Molded transitions to prevent water ingress at the sheath interface
- High-temperature, food-area-compatible lead insulation systems
- Right-angle exits to clear nearby guards or moving tooling components
By engineering lead dimensions alongside heater dimensions, Frigate helps plants reduce strain at terminations, avoid pinch points, and extend the life of both heaters and connection hardware on each Cartridge Heater for Food Processing installation.
Dimensional Stability Under Thermal Cycling and Cleaning
Repeated heating, cooling, and washdown cycles can gradually shift dimensions, loosen fits, or degrade seals. Frigate’s Cartridge Heater for Food Processing designs use robust sheath materials, tightly compacted insulation, and stable sealing systems to maintain dimensional integrity over long operating periods in harsh washdown zones and around aggressive cleaning chemicals.
Controlled manufacturing practices help preserve straightness of the heater after multiple thermal cycles, maintain fit in precision bores without sticking or seizure, and prevent swelling or cracking of sealing materials at transitions. This dimensional stability allows each Cartridge Heater for Food Processing to continue seating correctly in its bore, reducing the risk of uneven heat transfer, difficult removal, or damage to tooling during maintenance.

Application-Specific Hygiene and Interface Design
Frigate collaborates with equipment designers to match heater geometries to hygienic boundaries, splash zones, and enclosure interfaces. Each Cartridge Heater for Food Processing can be configured with glands, fittings, and transitions located at precise distances from the mounting face, ensuring smooth, cleanable external surfaces and minimized crevices in exposed areas.
For example, Frigate can position compression fittings outside primary product zones, align transitions with panel surfaces to support flush, sealed interfaces, and dimension external portions of each Cartridge Heater for Food Processing to clear covers, guards, and cable trays. This attention to hygienic geometry helps processors maintain clean-in-place effectiveness, pass audits, and reduce contamination risks associated with difficult-to-clean hot surfaces.
Conclusion
Careful definition of critical dimensions is fundamental to the performance and reliability of any Cartridge Heater for Food Processing order. Bore fit, heated length, cold sections, lead geometry, and interface locations all interact with thermal behavior, hygienic design, and maintenance practices on modern food production lines.
Frigate’s Cartridge Heater for Food Processing portfolio is engineered to translate dimensional requirements into repeatable, production-ready designs. By controlling tolerances, validating fit conditions, and aligning heater geometry with hygienic and mechanical boundaries, Frigate helps processors maintain stable temperatures, protect equipment, and streamline maintenance across demanding applications. Contact Frigate to explore Cartridge Heater for Food Processing solutions tailored to your dimensional and performance requirements.