High-precision manufacturing capabilities for metal, plastic, electrical, and assembly requirements.
Components Built for Critical Performance
Manufacturing support for precision parts, assemblies, and production-ready components across demanding industries.
Engineered Products for Critical Applications
Manufacturing support for enclosures, Bento Box assemblies, cables, wiring harnesses, and BESS components.
Aerospace
High-strength fasteners, landing gear parts, and structural assemblies.
Consumer Goods
Metal frames, brackets, and assemblies for appliances and home equipment.
Defense
Forged housings, armor brackets, and mission-critical structural parts.
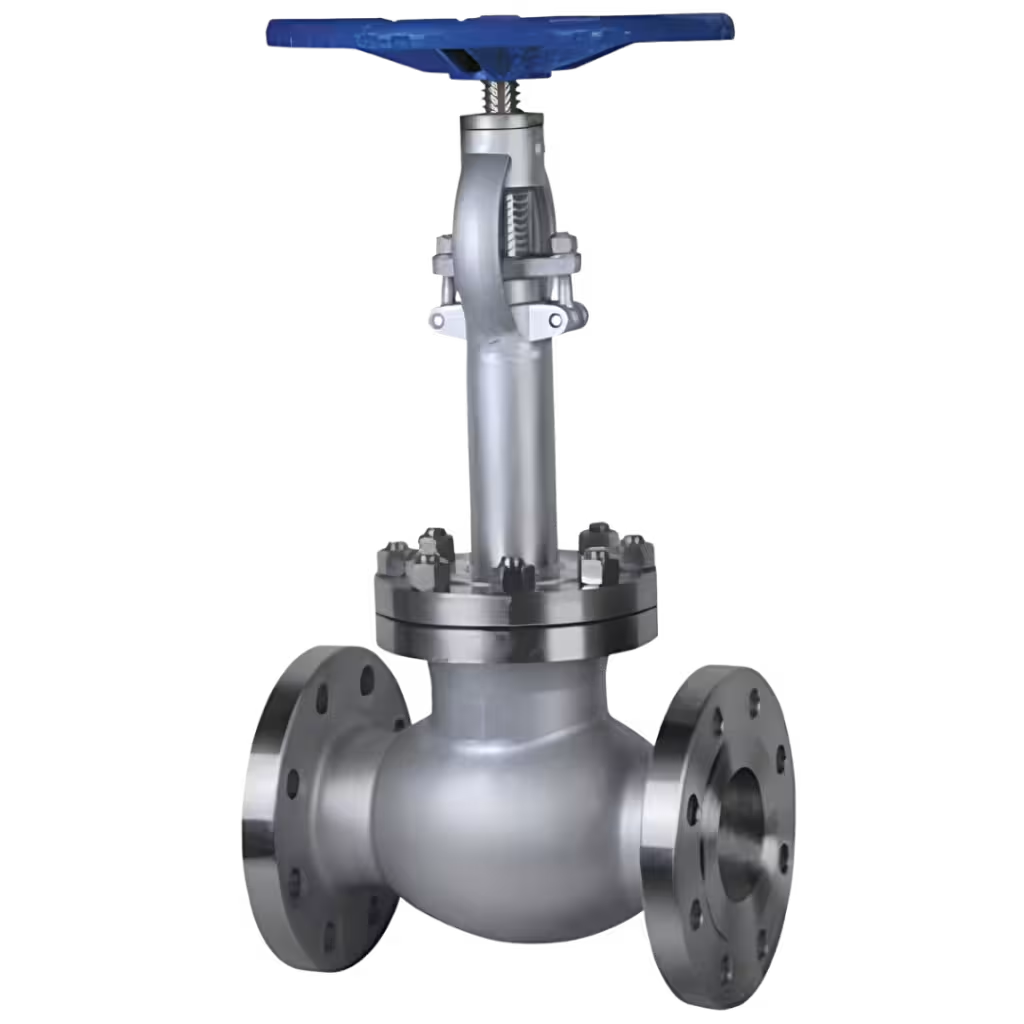
Oil & Gas
Valve bodies, flange blocks, and downhole drilling components.
Energy
Solar mounting parts, wind turbine brackets, and battery enclosures.
Infrastructure
Large welded frames, PEB structures, and assemblies for industrial equipment.